FDM:
FDM(Fused Deposition Modelling), печать методом послойного наложения – это наиболее широко используемая технология 3D-печати. FDM принтеры в большом многообразии представлены на рынке. В основном это первая технология, с которой сталкиваются люди, когда начинают работать с 3D.
Вот как работает FDM:
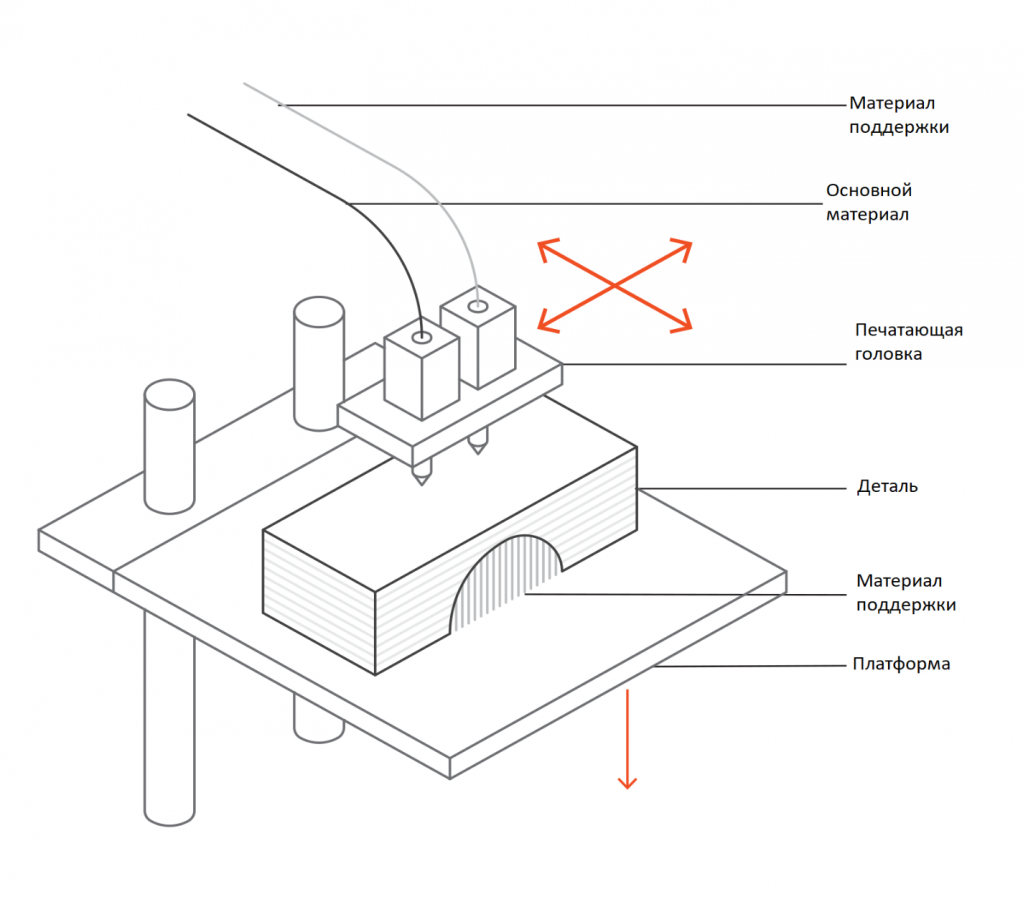
Катушка из термопластичной нити загружается в принтер. Как только сопло достигнет необходимой температуры, нить подается в экструдер и в сопло, где она плавится.
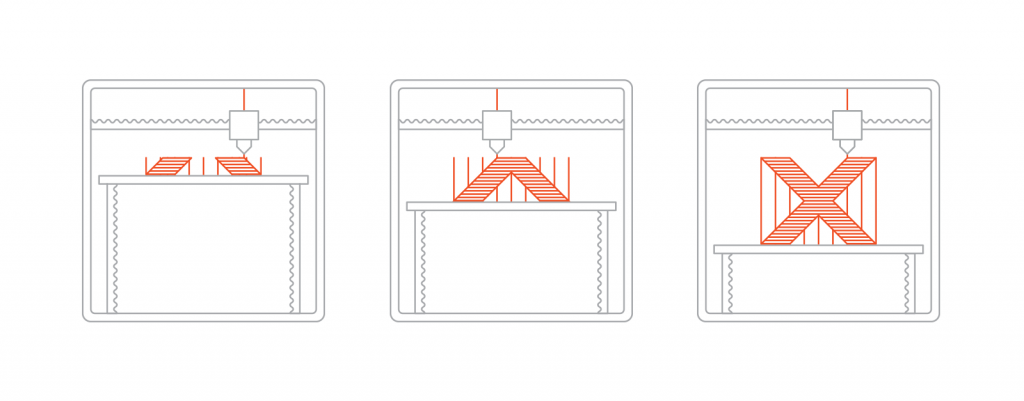
Экструдер прикреплен к 3-осевой системе, которая позволяет ему перемещаться в направлениях X, Y и Z. Расплавленный материал выдавливается в виде тонких нитей и наплавляется послойно в заранее определенных местах, где затем охлаждается и затвердевает. Иногда охлаждение материала ускоряется благодаря использованию вентиляторов, прикрепленных к экструдеру.
Для заполнения печатной области, экструдеру требуется несколько проходов. Когда слой закончен, платформа перемещается вниз (или, как в некоторых моделях принтеров - экструдер перемещается вверх), и новый слой наплавляется на уже схватившийся. Этот процесс повторяется, пока модель не будет напечатана целиком.
Преимущества и недостатки FDM печати
+
- FDM-печать, является наиболее экономичным способом производства нестандартных термопластичных деталей и прототипов
- Время выполнения FDM-печати приемлемое. Технология достаточно доступна.
- Широкий ассортимент материалов, подходящих как для прототипирования, так и для некоторых некоммерческих функциональных применений.
-
- FDM-печать имеет самую низкую размерную точность и разрешение по сравнению с другими технологиями 3D-печати, поэтому она не подходит для моделей со сложной геометрией и мелкими деталями
- Конечный продукт будет иметь видимые линии слоев, поэтому для лучшего вида, требуется постобработка
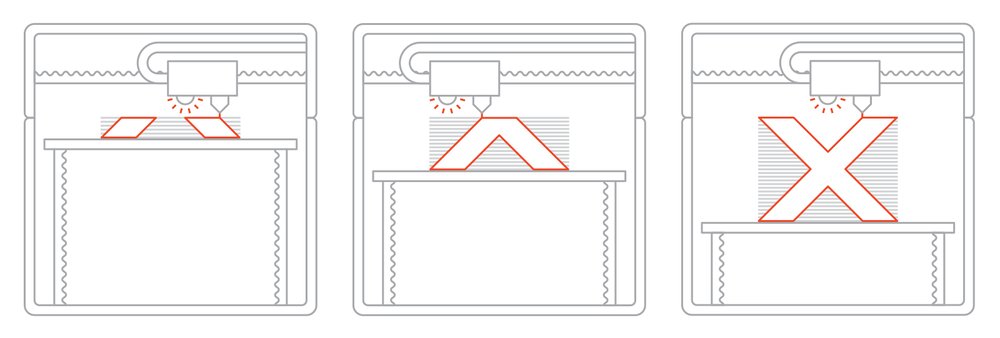
- Механизм печати слоя делает детали полученные при помощи FDM-печати анизотропными:у них разная прочность в разных плоскостях
SLA:
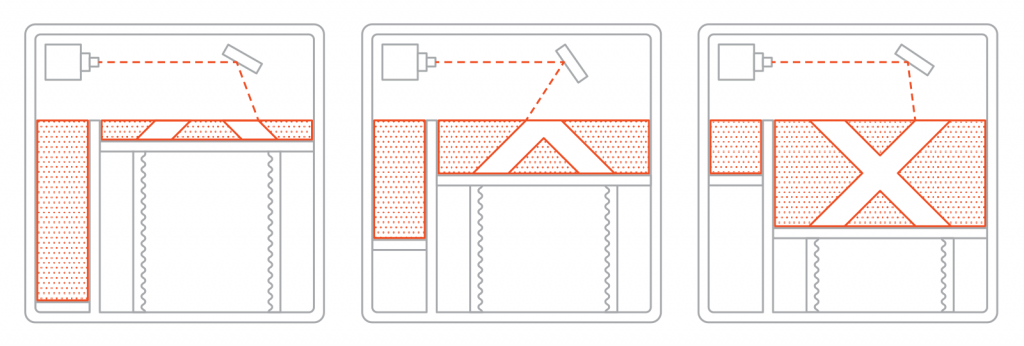
SLA(стереолитография) - это процесс аддитивного производства, результат в котором достигается по средствам полимеризации смолы. В SLA печати, объект создается путем отвердевания полимерной смолы, слой за слоем, с использованием ультрафиолетового лазерного луча. SLA известен как первая технология 3D-печати.

Вот как работает SLA
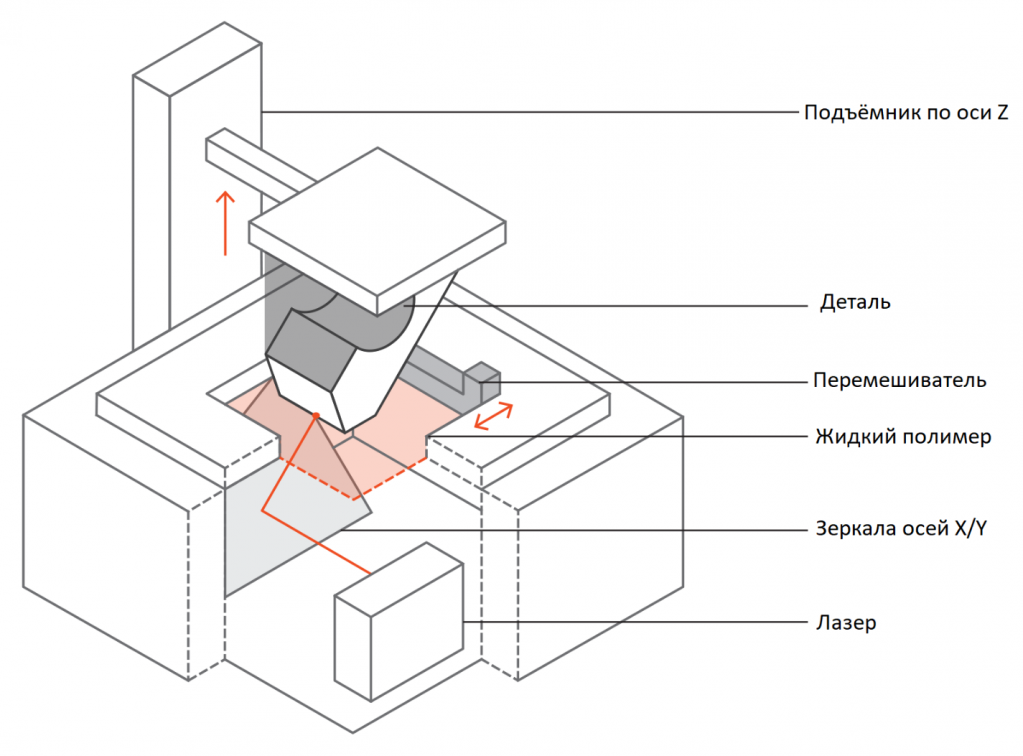
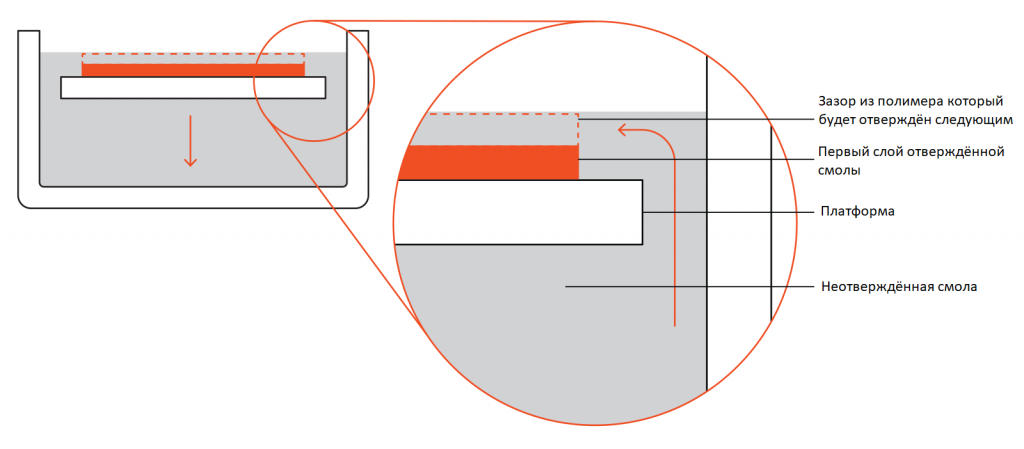
В резервуаре с жидким фотополимером размещается платформа, на одном уровне высоты от поверхности смолы
УФ-лазер по заранее установленному алгоритму селективно отверждает необходимые участки фотополимерной смолы.
(Лазерный луч фокусируется на заданном пути с помощью набора зеркал, называемых гальвосами. Затем происходит засветка всей площади поперечного сечения модели. Поэтому полученная деталь получается полностью цельная.)
Когда один слой закончен, платформа перемещается на безопасное расстояние, и лапка-перемешиватель внутри ванны перемешивает смолу.
Жидкая смола затвердевает с помощью процесса, называемого фотополимеризацией: во время затвердевания углеродные цепи мономера, из которых состоит жидкая смола, активируются под воздействием ультрафиолетового лазера и становятся твердыми, создавая прочные неразрывные связи друг с другом.
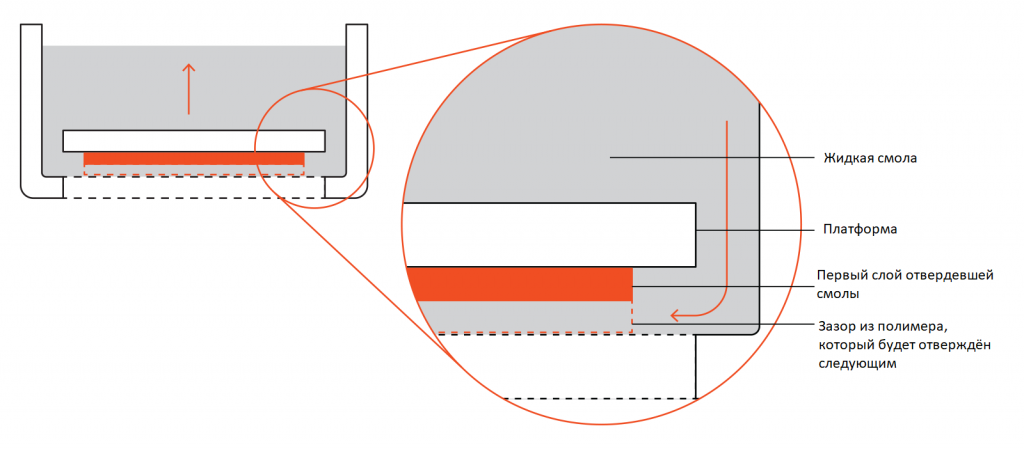
Существует два вида принтеров SLА: ориентация сверху вниз и ориентация снизу вверх:
Ориентация «снизу вверх» в основном используется в настольных принтерах. Ориентация «сверху вниз» применяется в промышленных принтерах.
Преимущества и недостатки в сравнении друг с другом
Сверху вниз:
| + | ||
|---|---|---|
| Более низкая стоимость | Широкая доступность на рынке | - |
| Малый размер платформы | Меньший ассортимент материалов | Требует дополнительной пост-обработки из-за обширного использования поддержек |
Снизу вверх:
| + | ||
|---|---|---|
| Очень большой размер платформы | Более быстрое время печати | - |
| Высокая стоимость | Требуется квалифицированный специалист-оператор | Смена материала предполагает опорожнение всего бака |
Преимущества и недостатки SLA печати
+
- SLA 3D принтеры могут производить детали с очень высокой точностью размеров и со сложной геометрией
- Детали будут иметь очень гладкую поверхность, что делает их идеальными, например для визуальных прототипов.
- Доступны специальные материалы, такие как прозрачные, эластичные и литьевые смолы
-
- Детали, напечатанные по технологии SLA, как правило, хрупкие и не подходят для функциональных прототипов.
- Механические свойства и внешний вид этих деталей, со временем ухудшаются. На них пагубно влияет воздействие солнечного света
- Требуются поддержки и пост-обработка при печати
LOM:
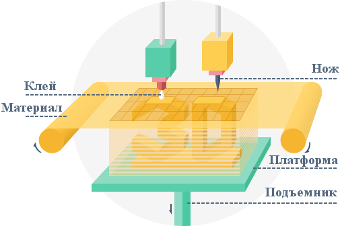
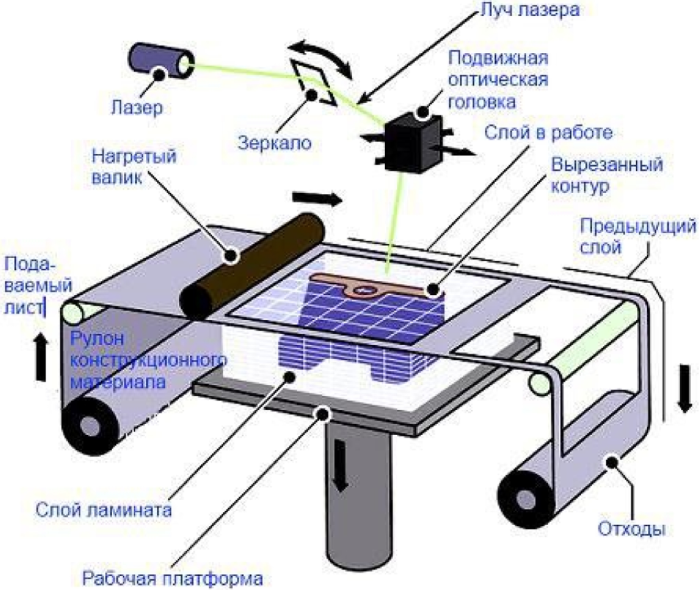
LOM (Laminated Object Manufacturing — создание многослойного объекта) — технология 3D печати, отличающаяся невысокой стоимостью производства. Во время LOM-печати слои бумаги или пластика при помощи нагрева и давления "сплавляются" вместе, и затем с помощью контролируемого программой ножа или лазера вырезается готовое изделие.
Вот как работает LOM
Листы протягиваются с подающего вала над поверхностью платформы.
Kаждый новый слой склеивается с предыдущим при помощи нагретого катка.Форма изделия контролируется оптической системой по координатам Х и Y.
В процессе изготовления выделяется значительное количество дыма, также возникает локализованный источник открытого огня, в связи с этим требуется герметичная рабочая область и система отвода дыма. После отрезания ненужной части на каждом слое, излишки материала отделяются и наматываются на выходной валик
( LOM-принтер использует для печати непрерывно протягиваемые с помощью роликов над поверхностью рабочей платформы листы материала - пластика или бумаги, зачастую покрытые слоем клейкого состава. Для формирования объекта листы материала обрабатываются при помощи горячего катка. Нагрев заставляет клейкий состав расплавиться, а давление прижимает слой к поверхности платформы (или предыдущего слоя). После этого контролируемый программой режущий инструмент (лезвие или лазер) вырезает из этого изделие требуемой формы. Лишний материал размечается сеткой из квадратов и отрезается по этому шаблону, что позволяет легко отделить его от готовой модели.)
Преимущества и недостатки LOM печати
+
- Технология LOM особенно выгодна для производства больших и громоздких деталей
- Высокая скорость печати
- Низкая стоимость производства
-
- Высокая цена LOM принтеров
- Невысокая точность в сравнении с другими технологиями 3D печати
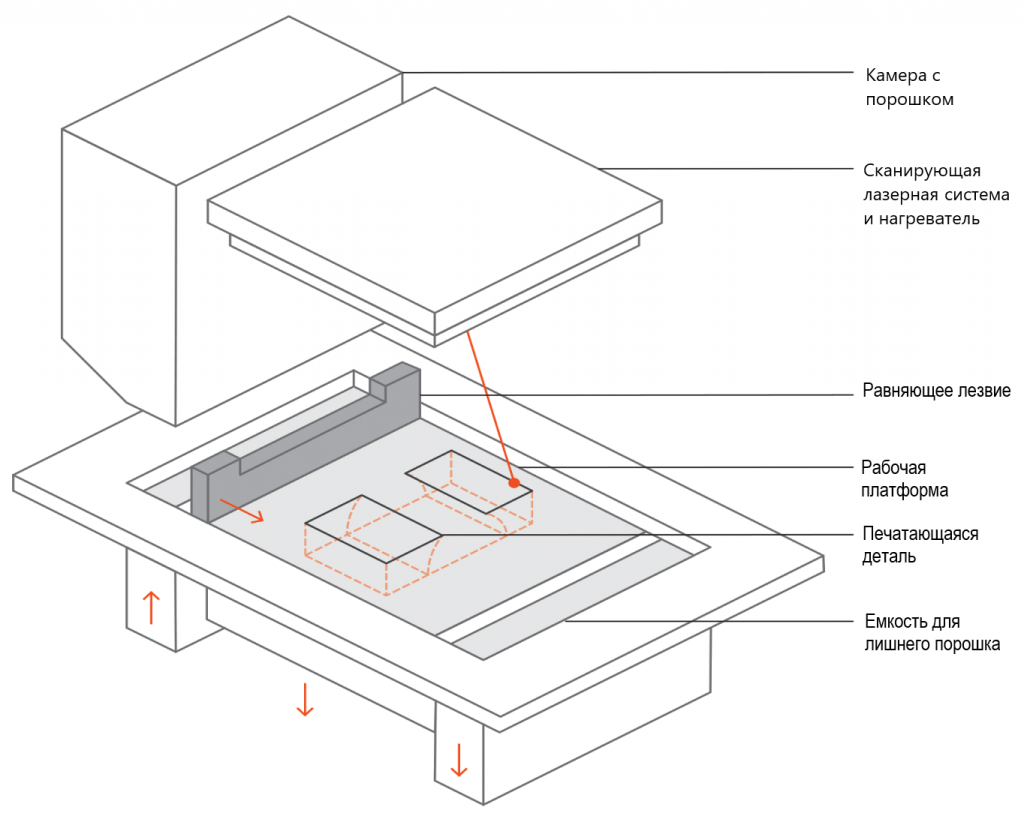
SLS:
SLS(cелективное лазерное спекание) — процесс аддитивного производства,где лазер выборочно спекает частицы полимерного порошка, сплавляя их друг с другом и тем самым создавая слой за слоем. В качестве материала построения используются гранулированные термопластичные полимеры.
Вот как работает SLS
Камера с порошком, как и вся область печати нагревается чуть ниже температуры плавления полимера, после чего выравнивающее лезвие распределяет тонкий слой порошка по рабочей платформе
СО2-лазер сканирует контур следующего слоя и выборочно спекает (сплавляет) частицы порошка полимера. Поперечное сечение компонента сканируется (спекается) полностью, поэтому деталь получается монолитной.
Когда слой завершен, рабочая платформа движется вниз, и лезвие вновь покрывает порошком поверхность. После печати деталь полностью герметизируется в не спечённом порошке, поэтому перед тем, как её доставать, камера и порошок должны остыть. Остывание может занимать значительное количество времени, вплоть до 12 часов. Затем получившаяся деталь очищается от остатков порошка сжатым воздухом. Не спечённый порошок собирается для дальнейшего повторного использования.
Преимущества и недостатки SLS печати
+
- Детали SLS обладают хорошими, изотропными механическими свойствами, что делает их идеальным вариантом для функциональных деталей и прототипов.
- Производственные возможности SLS превосходны для мелкого и среднего серийного производства
- SLS не требует поддержки, поэтому детали со сложной геометрией легко напечатать.
-
- В настоящее время широко доступны только промышленные системы SLS, поэтому время выполнения заказа больше, чем у других технологий 3D-печати
- Детали SLS имеют зернистую поверхность и внутреннюю пористость, которые могут потребовать последующей обработки
- SLS не может точно печатать большие плоские поверхности и маленькие отверстия, так как они подвержены деформации и перекосу.
EBM:
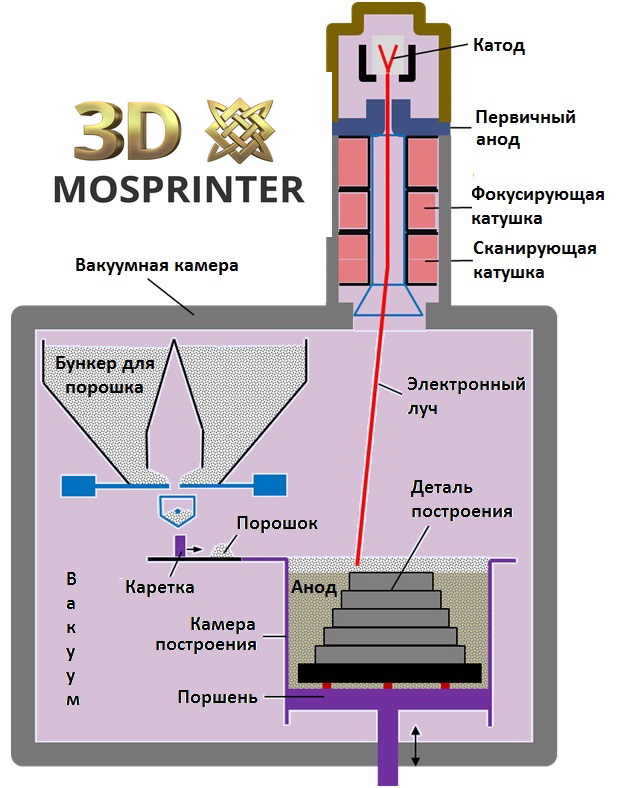
EBM (Electron Beam Melting — электронно-лучевая плавка) — один из методов 3D печати, который используется для производства металлических изделий. EBM – это технология 3D-печати, которая использует пучок электронов для сплавления частиц металлического порошка.
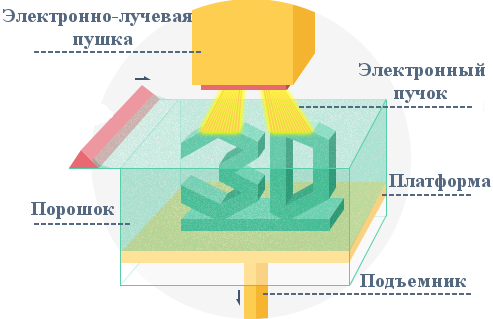
На первый взгляд, электронно-лучевое плавление (EBM) очень похоже на 3D-печать SLS. Но, тем не менее, есть и разница. Наиболее существенные различия заключаются в том, что источником энергии в технологии EBM является электронный луч вместо СО2-лазера, а используемый материал – проводящий металл вместо термопластичного полимера.
Вот как работает EBM
Перед началом процесса печати чашу для порошка заполняют желаемым металлическим порошком. После этого чаша помещается в 3D-принтер и устанавливается внутреннее давление.
Когда в рабочей камере достигается желаемое давление, электронный луч «запускается», нагревая платформу принтера до высоких температур. Например, температура плавления титана - 600–700 °C. После разогрева рабочей платформы процесс печати начинается.
Ровняющий валик наносит один слой предварительно нагретого порошка на строительную платформу. Как только порошок распределен, начинается плавление электронным лучом. Электронный пучок контролируется набором электромагнитных катушек, которые точно направляют пучок к нужным точкам на платформе. Электронный пучок движется избирательно, плавя порошок и заставляя частицы порошка сливаться вместе.
После завершения одного слоя платформа принтера перемещается на один шаг вниз, в точности по высоте одного слоя. Процесс повторяется до полного изготовления объекта
Преимущества и недостатки SLS печати
+
- Высокая плотность (и, следовательно, прочность) изделий благодаря полному расплавлению порошка;
- Ускоренный процесс печати
- Отсутствие необходимости обжига
-
- Небольшой объем печати (макс. Диаметр 350 мм и высота 380 мм)
- Ограниченный выбор материала (только титановые или хром-кобальтовые сплавы);
- Высокая цена на материалы и на сам принтер

PolyJet:
PolyJet(один из видов струйной 3d печати фотополимером) работает аналогично стандартной струйной печати. Однако вместо того, чтобы печатать один слой чернил на листе бумаги, несколько слоев материала накладываются друг на друга, чтобы создать твердую модель.
Вот как работает PolyJet
Несколько печатающих головок впрыскивают струю фотополимера на платформу для сборки
Слой отверждевается источником УФ излучения
После завершения слоя платформа сборки перемещается на один уровень вниз и процесс повторяется заново.
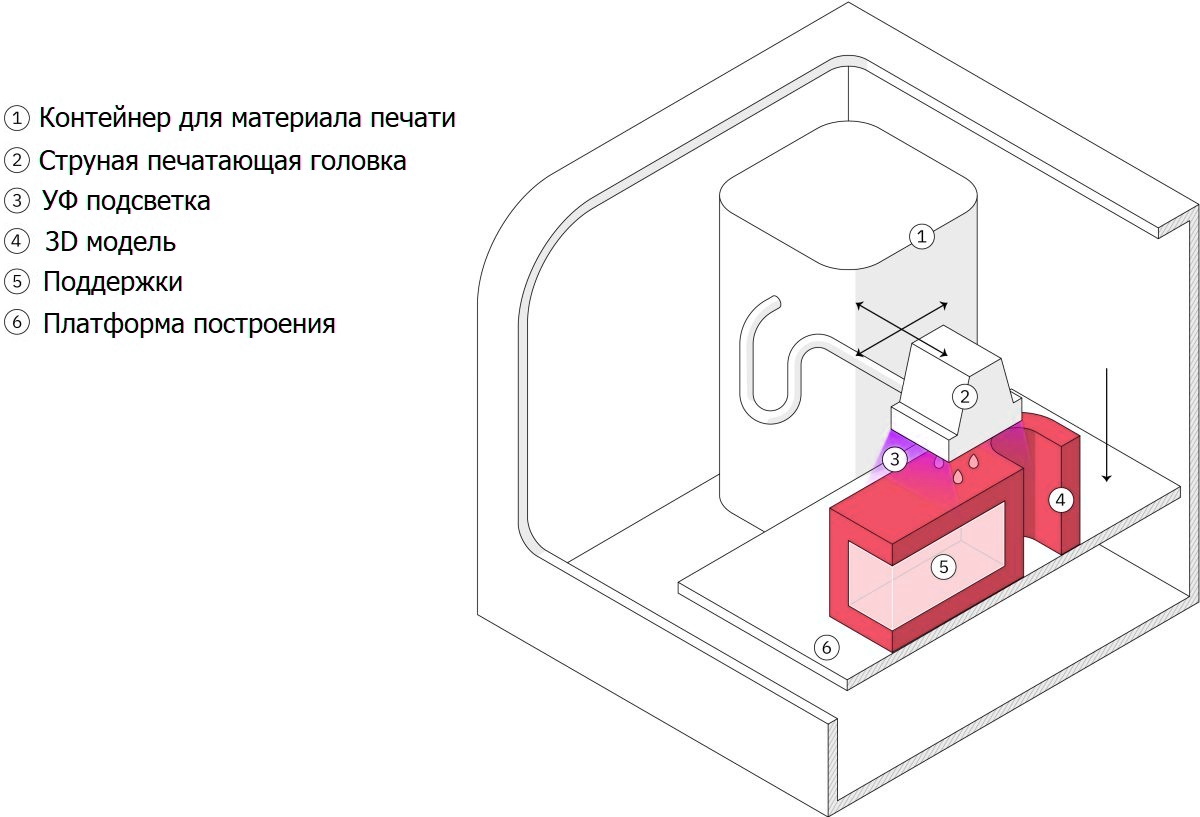
Помимо определённых материалов для моделирования, 3D принтер использует гелеобразный опорный материал, разработанный специально для укрепления длинных выступов и элементов сложной геометрической формы
Преимущества и недостатки PolyJet
+
- Детали имеют очень гладкую поверхность и очень высокую точность размеров, что делает их идеальными для реалистичных прототипов, ювелирный заготовок и деталей, требующих безупречного внешнего видф
- Возможность комбинировать несколько материалов в одном прототипе.
-
- Один из самых дорогих процессов 3D-печати
- Не подходят для функционального применения
- Светочувствительны, и их свойства со временем ухудшаются под воздействием солнечного света.
Примечание:
Здесь рассказано только про некоторые основные виды 3D принтеров, если хотите знать больше, идите сюда
это не реклама, мне за это не платят